公司多年专注数控切割机生产销售
济南极锐机械有限公司

24小时咨询热线186-1553-6263

联系电话:
联系地址:
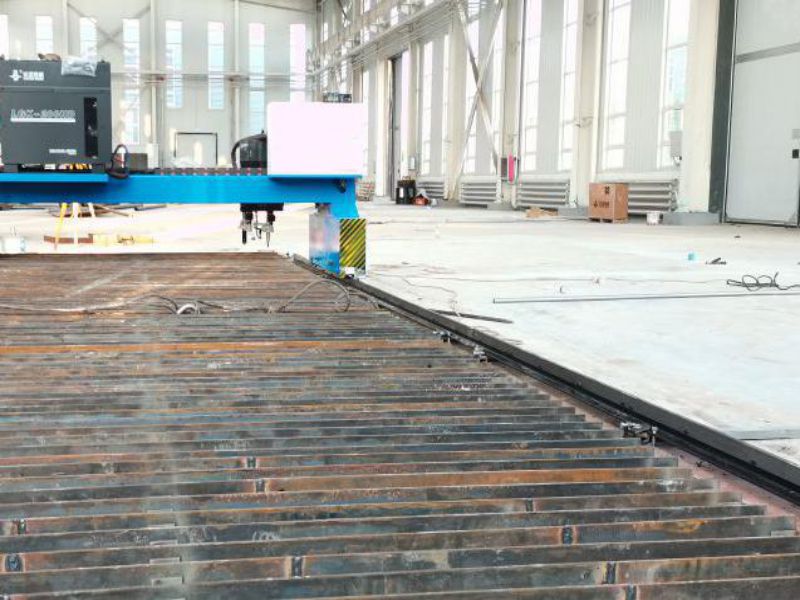
数控等离子切割机在使用中可以达到很好的切割精度,有利于切割一些大型工件。另外,数控操作方式可以省去人工生产,方便切割机在后期的良好使用和使用过程中的操作。方法比较复杂,下面一起来看看。

1、打开电源开关后,数控等离子切割机面板上的电源指示灯亮。
2、打开供气设备,打开供气开关,指示灯亮。
当供气压力小于0.3MPa时,灯不亮,数字错误代码为E80,需要检查气源。
3、打开供水设备,打开供水阀门,灯亮。
4、按下“试气”按钮,调节气压旋钮,使出口压力或流量满足切割要求。调整完成后,再次按下“试气”按钮,指示灯熄灭,此时等离子切割机处于切割状态。
5、按“操作”键,根据需要选择“无自锁”或“自锁”状态。
6、检查面板指示灯是否异常。
7、保持割炬间端与工件的距离为2-5mm,喷嘴轴线垂直于工件表面,从工件边缘开始切割。板厚不超过12mm时,可对工件任意一点进行穿孔切割,使用电流80A以上,钻孔作业时的割炬要吹出熔融金属。要切割盘子,请将其稍微向一侧倾斜。
板厚小于12mm时,可在任意点穿孔,但由于喷嘴容易损坏,建议等离子弧中间少穿孔。通常的操作方法是在画圆弧的地方做一个小孔,然后在小孔的边缘画一个圆弧。

按下焊枪开关,从喷嘴喷出压缩空气,启动指示灯亮,预通风1s后产生高频,电弧引燃,焊枪移动启动缩短。
8. 无自锁状态时,应始终按下割炬开关。起弧后进入切割状态,释放割炬开关无电压输出,停止切割,延时10秒后关闭压缩空气。
在自锁状态下,按下割炬开关释放电流,进入切割状态再次按下割炬开关,或切割弧前无电压输出,停止切断,压缩空气在10 秒延迟后关闭。
以上就是对数控等离子切割机的操作方法的详细讲解。切割时要保证良好的切割效果,既要保证其规范化操作,又要掌握辅助设备的操作,才能在后期使用中发挥作用。
版权声明:文章来源于/index.php?c=show&id=320,转载请注明出处!