公司多年专注数控切割机生产销售
济南极锐机械有限公司

24小时咨询热线186-1553-6263

联系电话:
联系地址:
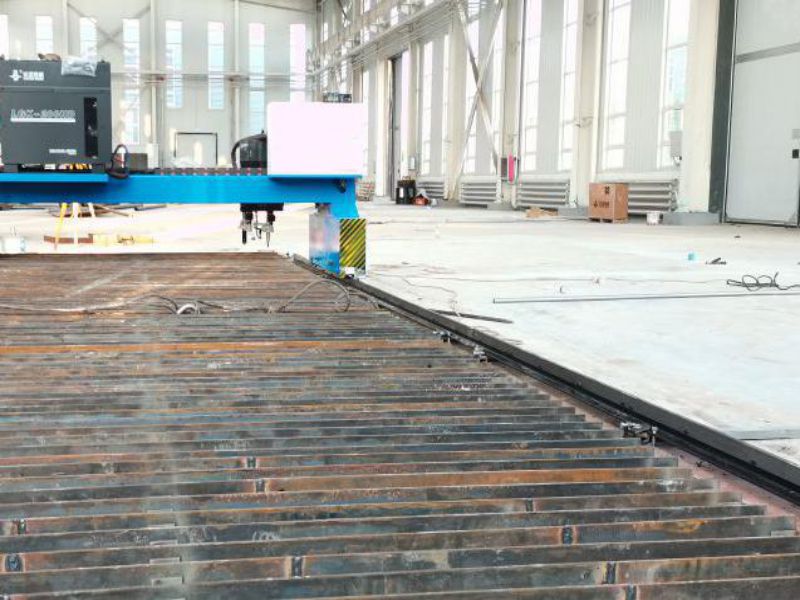
数控切割机的类型有很多,包括等离子切割机、激光切割机、火焰切割机等等,多种型号的使用可以保证设备在后期的使用中可以针对不同的场合进行选择。如果在使用数控激光切割机时出现一些加工质量不好的问题,就需要及时引起注意了!接下来就为大家具体介绍一下。

1 .粗糙度较高
数控激光切割机的截面形成垂直的纹路,纹路的深度决定切割表面的粗糙度,越浅的纹路切割截面越光滑。 粗糙度不仅影响边缘的外观,还影响摩擦特性,多数情况下需要尽量降低粗糙度,因此纹理越浅,切割质量越高。
2 .垂直度不高
如果钣金厚度超过10毫米,切割边的垂直度非常重要。 离开焦点时激光束会发散,切口会根据焦点的位置向顶部或底部扩展。 切断边偏离垂直线的数毫米,边越垂直,切断质量越高。
3 .切割宽度异常
切口的宽度一般不会影响切断质量,只有在零件内部形成特别轮廓时,切断宽度才会产生重要的影响。 这是因为切割宽度决定轮廓的小内径,板材的厚度增加时切割宽度也增加。 因此,为了确保同等的高精度,与切口宽度无关,工件应该是一定的。
4 .纹路很多
高速切断厚板时,熔融金属不会出现在垂直激光束下方的切口中,反而会从激光束偏向的地方喷出。 结果,弯曲的纹路形成于切断边缘,纹路牢固地追随移动的激光束,为了修正该问题,在切断加工结束时降低进给速度,可以大幅消除纹路的行成。
5 .变形严重
零件因切断而急剧加热时会变形。 在微细加工中这一点特别重要。 因为这里的轮廓和连接片通常只有十分钟的几毫米宽。 通过控制激光功率和使用短激光脉冲,可以减少部件的热变化,避免变形。

以上就是数控激光切割机切割时要警惕的一些现象,如果在切割时发生了这类问题,需要及时采取方法进行整改,防止问题扩大化,影响到后期工件的加工质量。
版权声明:文章来源于/index.php?c=show&id=251,转载请注明出处!