公司多年专注数控切割机生产销售
济南极锐机械有限公司

24小时咨询热线186-1553-6263

联系电话:
联系地址:
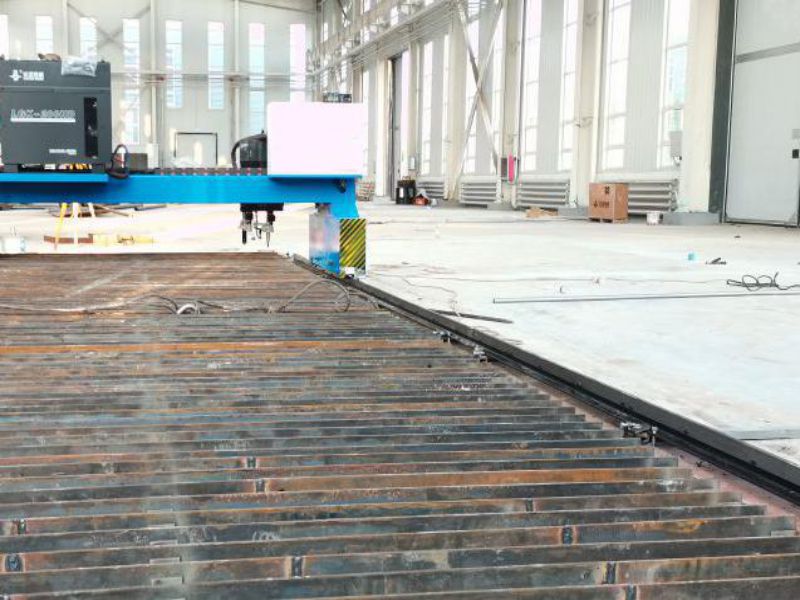
众所周知,数控等离子切割速度非常快,是数控火焰切割机远远不能比拟的,而且数控切割机的切割范围很广,不像数控火焰切割机一样局限于铁板,市场上的实际数控切割机切割质量略低于数控火焰切割机,评价数控等离子切割质量的主要标准是切割面的倾斜度、切口切割图案的深度和渣量。优质切割面的倾斜度应小于30,切割深度应小于0-15mm,且夹渣少,易于清除。

影响数控切割机切割质量的因素有很多,最主要的是与操作技术人员的操作有关,比如火源的设置,切割时割嘴离钢板的高度等。当然还有一些其他的因素,主要有以下几点:
1、调整切割火焰是数控切割机切割质量高的关键。关于火设置的影响:
调节火焰的关键是气源。公司使用的气源中的大部分氧气是来自管道的氧气。氧气的纯度和压力一般都能满足使用要求,但使用的气体大部分是瓶装气体,使用时间在2小时左右。供应无法持续,因此需要在中间更换气源,这会造成气压波动较大,直接影响气源流量,降低球场质量。
如果要获得更高质量的切割,则需要确保现有设备完好无损,严格遵守操作规范,定期检查管道、接头等处是否有泄漏,润滑轴承、销孔等,并应用切割喷嘴、冷却水管等。清洁,完成一些日常程序工作,确保正常运行,然后改进以增强切割效果。
调火的经验需要操作者多次观察积累,更换不同类型的割嘴和改变气流是影响切割质量的直接因素。
2、切割过程中电弧关闭或不切割。此时,必须将厚板移至切割点上方2mm的位置才能继续切割。如果圆弧没有移动到正确的位置,圆弧可能会导致零件边缘的进一步熔合和切割。
3、吸头、电极和喷嘴帽应每天检查,如有损坏则更换。
4、厚板切割加工公差设定为10MM-15MM。
5、切削余量不足。特别是切割厚板时,切割余量至少应在10mm以上。
6、造成切割尺寸误差的因素:对角线不准确、切割面倾斜、零件热运动、一处重复圆弧、打标不准确、起点和零点观察不准确等。

总结以上影响因素,在实际生产过程中,除了切割机的精度和性能稳定之外,还要达到数控切割机加工精度高、产品质量稳定、生产效率提高的目标。就其本身而言,也要求操作人员对数控切割机进行正确的操作和定期、细心的维护。
版权声明:文章来源于/index.php?c=show&id=349,转载请注明出处!